TL;DR
- We interpret drill diameters in your CAD data as final hole diameters (endsize).
- Drill diameters will be adjusted to available tool diameters.
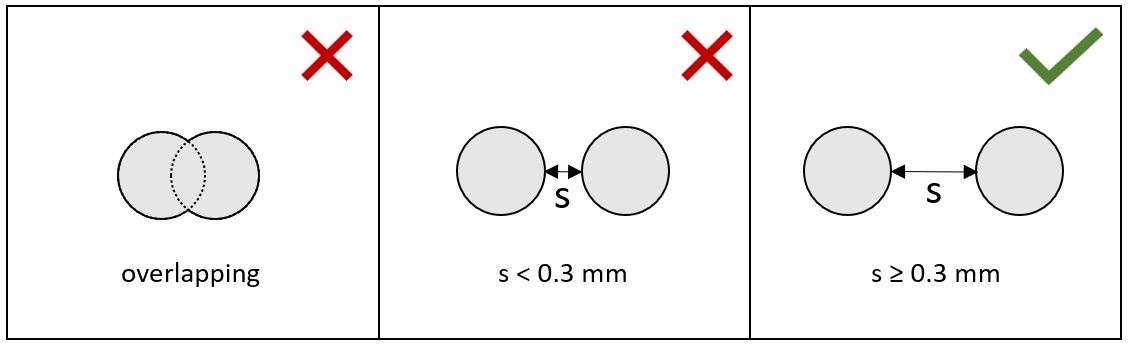
- The minimum drill distance should be at least 0.3 mm (edge-to-edge, final hole diameter)
- The minimum distance between NPTHs and copper structures should be at least 0.3 mm.
- The maximum final hole diameter of PTHs is 5.65 mm.
About this article
To realize the drills on your PCB as close to your CAD data as possible, we must adapt them for the manufacturing process. This includes the adjustment of diameters and - in some cases - also their removal.
This article explains how we process your data. It serves to prevent common questions and misunderstandings and will help you to create a robust PCB design.
Final hole diameter
Please note that we interpret any drill diameters in your CAD data as final hole diameters (endsize).
The manufacturing including selection of the appropriate tool diameter (including tool and copper compensation) is our job. You don’t have to worry about that.
Adjusting to available tools
We cannot manufacture every diameter, as the number of available tools is finite.
Our tools have a graduation of 0.05 mm for diameters < 2.0 mm (1.95 mm, 1.90 mm, 1.85 mm…) - for larger diameters, a graduation of 0.1 mm (2.10 mm, 2.20 mm, …).
For the preparation of the production data, we select for each hole the tool diameter that is closest to the desired hole diameter.
Since our largest tool diameter is 5.8 mm, we automatically convert larger drills (without adjusting the diameter) into inner millings. As milling is performed after the copper plating process, PTHs can be manufactured with a maximum diameter (final hole diameter) of 5.65 mm.
Removing overlapping and very close drills
In order to avoid drilling fractures during the manufacturing process, all drill holes must maintain a minimum distance of at least 0.3 mm (12 mil).
Important: Holes that do not comply with the minimum distance must be removed by us and will no longer be displayed by the BoardInspector. (We are currently working on marking such changes more clearly visible.)
Unintentional NPTH plating
To prevent NPTHs from being unintentionally plated through, no copper must be present within the hole and/or in the immediate vicinity. Even small copper fragments in the copper layers can lead to an accumulation of copper in the hole due to the production process.
Please make sure that traces, pads or other copper structures keep a minimum distance of 0.25 mm to NPTHs.